



想知道耐磨钢板冷拔钢管品质信得过产品为何如此受欢迎?观看视频,答案自在其中。
以下是:耐磨钢板冷拔钢管品质信得过的图文介绍
鑫邦源特钢有限公司拥有自己的 浙江湖州低温管设计团队、专业的技术调试团队、24小时的售后服务团队以及精湛技术的工厂。 公司始终坚持以“高效严谨”为宗旨,以为客户提供智能的性能与可靠性的 浙江湖州低温管,增强企业竞争优势;满足客户目前及未来的需求为目标;以技术先进、可靠、快速等解决方案,让客户满意是我们永远不懈的追求。



熔敷率高:由于复合耐磨板的气体保护焊是圆周薄钢皮导电燃弧,电阻热贡献大,电流可调范围大,焊接规范及熔敷率比实心钢板要大,因而熔敷率高。熔深大:由于圆周导电燃弧,复合耐磨板比CO2气保护焊焊接穿透力强,用2mm的耐磨板焊接规范为I=300A,U=30V,vc=30m/h焊接时,熔深可达5mm,热影响区宽10mm;用埋弧焊焊接时熔深为4mm,热影响区宽(14mm)。 有资料介绍,用于角焊缝焊接时可增加喉深,强度,焊角尺寸。如角焊缝喉高6mm,就将焊缝金属量45~65%。在对接时可坡口尺寸,一般比焊条电弧焊10左右,在窄间隙焊时可比焊条电弧焊预留间隙55%左右。 与实心钢板相比,还不容易造成焊缝两侧熔合不良。工艺性能好:复合耐磨板比CO2气保护焊焊接电弧,飞溅小,成型好,有薄渣复盖,脱渣性好。但不如埋弧焊,这也是埋弧焊在很多方面难以被取代的原因。力学性能好:由于复合耐磨板比埋弧焊容易做到与母材的匹配,再加上可以大范围热输入,在焊接高强钢时能够高强度和高韧性。 我们都知道什么是双金属耐磨板,那么什么是双金属耐磨板的堆焊。它的堆焊是硬面领域中的一个重要分支,采用硬面堆焊是为了恢复或增加零件的尺寸。双金属耐磨板的堆焊是在钢板的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。



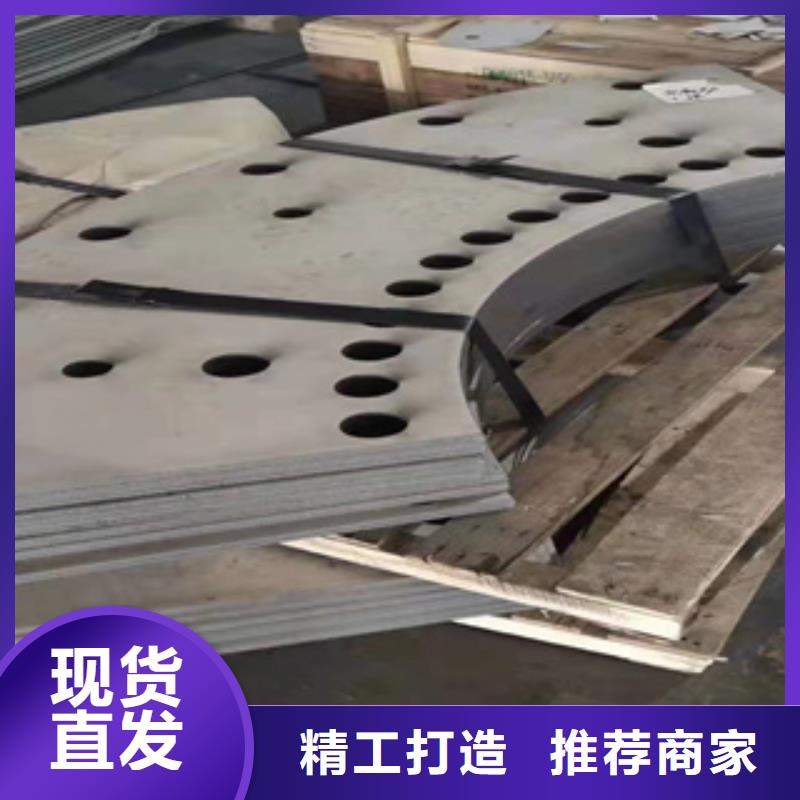
煤化工行业因筛焦量大,磨损极为严重,是焦化行业典型的易损件。约需花费 的时间,极大的影响了生产进度。,连续使用6~7个月以上,筛分焦炭25万t,表面5mm厚的耐磨层仍磨损较轻,可继续使用,寿命10倍以上。 焦化厂给料机入料口与衬板也是磨损严重的易损件,是长期未解决的生产难题。采用耐磨衬板制造的入口和衬板使用1年多,入料口一次也没有维修更换,衬板耐磨层表面磨损甚微,初步估算,使用寿命均可8~10倍以上。选煤行业选煤系统中弯头、三通等管道附件、介质管道、介质分流箱、泵体、筛板、落煤溜槽、旋流器溢流管、入料保护箱等设备都是承受中强冲击磨损和磨粒磨损的设备。 利用耐磨衬板制备耐磨管/管件或在溜槽内部铺设复合板作为耐磨层,可显著设备的耐磨性,延长其使用寿命,应用良好。将加工好的耐磨衬板利用塞焊或螺栓连接的方法焊接在易磨损管道的内部,即制成具有良好耐磨耐冲击性能的耐磨管,也可直接下料制成耐磨零部件安装,如直接切割下料制作成耐磨弯头,设备耐磨性。 燃煤发电厂利用耐磨衬板制备电厂煤粉灰输送管道、中速磨煤机部件、破碎机部件、一次风机叶片、磨煤机入口风箱、选粉机进料斗、导向叶片、缓冲板、空气处理系统、运输机等设备,可工件检修更换,降低工人?。



焊接性除1Cr17Ni2外,0Cr13Ni4Mo、0Cr14Ni6Mo以及00Cr13Ni00Cr13Ni5Mo和00Cr16Ni6Mo等均有优良的焊接性能,这与这些钢 在马氏体铬钢板基础上,降碳加镍、钼后,在回火状态下,钢中产生一定量的逆转变奥氏体,了焊接时的晶粒长大,降低了钢的淬硬性,了塑、韧性,防止了冷裂纹的形成有关。 00Cr13Ni5Mo也有优良的耐磨蚀性能,00Cr13Ni5Mo特厚板(约200mm)已用于国内水电工程中的转轮和转轮下环等。冷成型性此类钢板的屈服强度高,冷加工硬化倾向大,一般不用于冷加工成型用途。这些低碳超低碳马氏体双金属耐磨板可以采用耐磨板通用的焊接方法进行焊接,焊前一般不需预热,焊后在必要的情况下才进行热处理。 为了保证良好的综合性能和焊接性,低合金调质复合耐磨板的碳含量0.18%。含有较高的Ni、Cr,具有高强度,是具有优异的低温韧性。添加一些合金元素,如Mn、Cr、Ni、Mo、V、Nb、B、Cu等,是为了复合耐磨板的淬透性和马氏体的回火性。 采用了的冶炼工艺,S、P等杂质明显降低,O、N、H含量低。高纯洁度使这类复合耐磨板焊接HAZ具有优异的低温韧性。经淬火+回火的组织是回火索氏体,焊接过程发生自回火,脆性小,具有良好的焊接性。QT复合耐磨板的热处理工艺:奥氏体化淬火回火,回火温度越低,强度级别越高,但塑性和韧性降低。